Oxy Acetylene Pressure Settings Chart
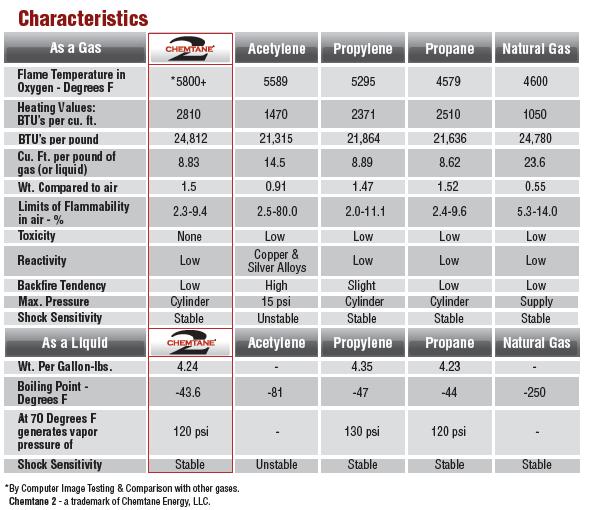
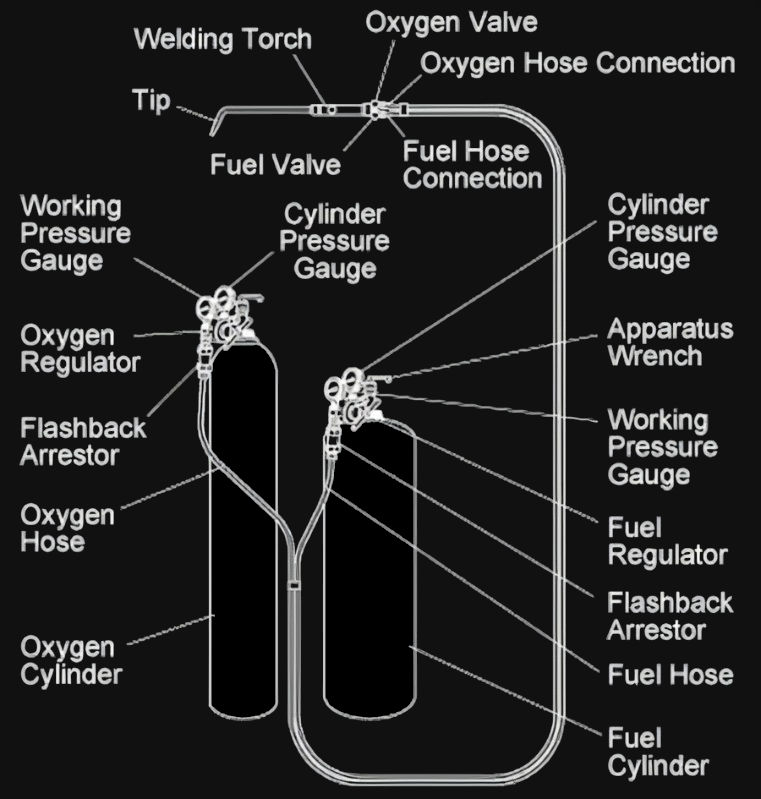
Oxy Acetylene Pressure Settings Chart - If more than 100 ft (31 m) of hose is required, use 1/2 in. It can be used as a teaching and training tool for the safe operation of an oxyacetylene torch in welding operations. Incorrect pressure can increase the risk of flashback and make flame adjustment difficult. Web oxyacetylene welding, commonly referred to as gas welding, is a process which relies on combustion of oxygen and acetylene. Proper adjustment of oxygen and acetylene pressures, as well as the cutting tip size, directly impact the efficiency and quality of the cutting process. · close fuel gas torch valve. Oxy acetylene cutting settings are crucial for achieving clean and precise cuts in metal fabrication. This recommended practice is intended for use by the oxyacetylene welder and/or his or her. Hose for size 4 and larger. · close oxygen torch valve. The correct gas pressures are important. Web this recommended practice describes the equipment, applications, and safe practices for oxyacetylene gas welding operations. Lightweight include dh type oxy acetylene nozzles (not pictured) Retro systems 430 clay valley center, ks 67147. The tip is angled at 20º. There are two pressure gauges on each cylinder. Proper adjustment of oxygen and acetylene pressures, as well as the cutting tip size, directly impact the efficiency and quality of the cutting process. Web to set up an oxy acetylene torch, start by cleaning any dust or dirt from the valve outlet. Once everything is assembled, test the. Setting the correct. · close fuel gas torch valve. Web harris cutting tip charts. Tip size numbers vary among manufacturers, so orifice sizes are shown in number drill sizes. Web open regulator oxygen and acetylene, set until the pressure matches with what you want or for acetylene 5 to 7 psi and oxygen 7 to 10 psi. Make use of correct welding &. Retro systems 430 clay valley center, ks 67147. Hose for size 4 and larger. The correct gas pressures are important. The third open valve in the torch is the first acetylene after that you can open the oxygen valve. · depress oxygen lever and make necessary adjustments. Web how gas welding is done? A larger tip will generate more heat, while a. For additonal information refer to www.harrisproductsgroup.com. The third open valve in the torch is the first acetylene after that you can open the oxygen valve. ** to provide required flow, use 3/8 i.d. Increase regulator pressures if longer hose or smaller i.d. The third open valve in the torch is the first acetylene after that you can open the oxygen valve. If more than 100 ft (31 m) of hose is required, use 1/2 in. Once everything is assembled, test the. Web this recommended practice describes the equipment, applications, and safe practices for. Once everything is assembled, test the. Flared cutting cavity that supplies low velocity oxygen for grooving, gouging and removing flawed welds. Tip size numbers vary among manufacturers, so orifice sizes are shown in number drill sizes. For additonal information refer to www.harrisproductsgroup.com. Retro systems 430 clay valley center, ks 67147. Web harris cutting tip charts. · depress oxygen lever and make necessary adjustments. Web the first step in setting up your oxy acetylene rosebud torch is to choose the right tip. Tip size numbers vary among manufacturers, so orifice sizes are shown in number drill sizes. This recommended practice is intended for use by the oxyacetylene welder and/or his or. Web oxyacetylene welding, commonly referred to as gas welding, is a process which relies on combustion of oxygen and acetylene. Web medium preheat tip with two milled flat sides. ** to provide required flow, use 3/8 i.d. Flared cutting cavity that supplies low velocity oxygen for grooving, gouging and removing flawed welds. Retro systems 430 clay valley center, ks 67147. Increase regulator pressures if longer hose or smaller i.d. ** to provide required flow, use 3/8 i.d. Web regulator pressures are for 50 ft (13 m) or less of 3/8 in. Tip size numbers vary among manufacturers, so orifice sizes are shown in number drill sizes. The following guides should help you. Increase regulator pressures if longer hose or smaller i.d. Web advanced welding supply company industrial gas information acetylene pressure temperature oxygen pressure 355 Oxyacetylene welding is a welding process using heat generated by a flame. Once everything is assembled, test the. · close fuel gas torch valve. Web medium preheat tip with two milled flat sides. Web · open oxygen valve and adjust to neutral flame. Web this recommended practice describes the equipment, applications, and safe practices for oxyacetylene gas welding operations. Web regulator pressures are for 50 ft (13 m) or less of 3/8 in. Selecting the correct welding attachment/ nozzles. Web oxyacetylene welding, commonly referred to as gas welding, is a process which relies on combustion of oxygen and acetylene. What is oxy acetylene welding? The tip is angled at 20º. · depress oxygen lever and make necessary adjustments. This process produces temperatures of around 6,000 degrees fahrenheit, melting and fusing two metals together. · close oxygen torch valve.
Oxy Acetylene Cutting Pressure Chart

Oxyacetylene Cutting Pressure Chart
oxygen and acetylene pressure settings

Oxyacetylene Torch Settings Chart

Oxyacetylene Torch Settings Chart

Oxyacetylene Torch Settings Chart

Oxy Acetylene Settings Chart

Oxyacetylene Torch Settings Chart
oxygen and acetylene pressure settings

Oxy Acetylene Cutting Pressure Chart
Incorrect Pressure Can Increase The Risk Of Flashback And Make Flame Adjustment Difficult.
This Will Be Done Starting With The Cylinders And Ending With The Torch Tip.
The Recommended Setting Is For The Fuel Gas Regulator To Be Set At 10 Psig And The Oxygen Regulator At 45 Psig.
Proper Adjustment Of Oxygen And Acetylene Pressures, As Well As The Cutting Tip Size, Directly Impact The Efficiency And Quality Of The Cutting Process.
Related Post: