Oxy Acetylene Cutting Tip Size Chart
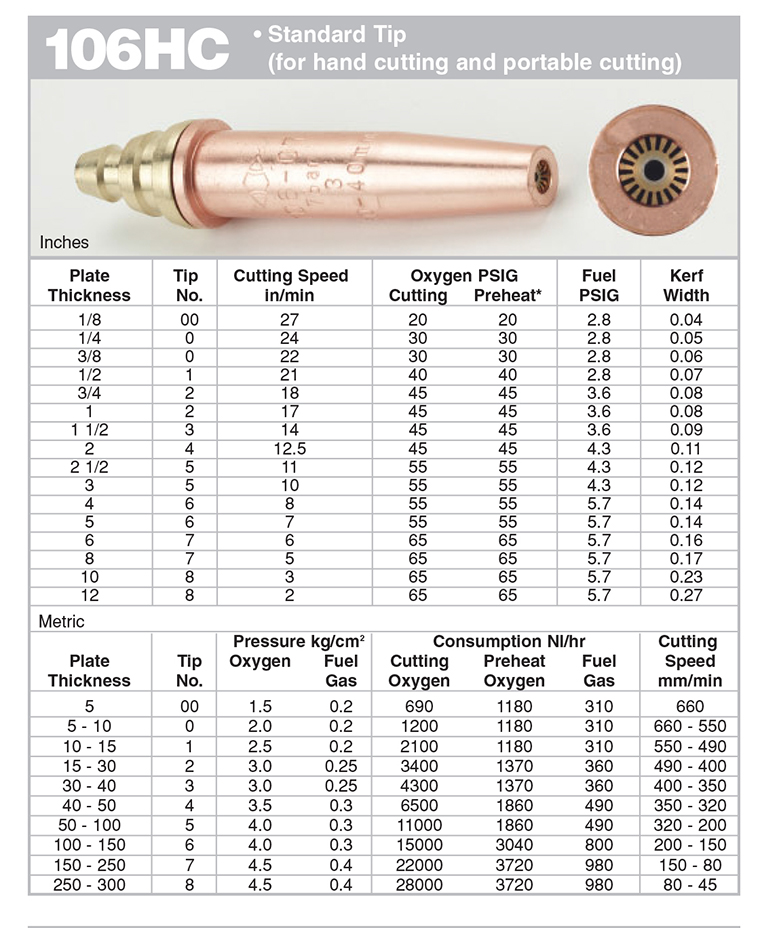
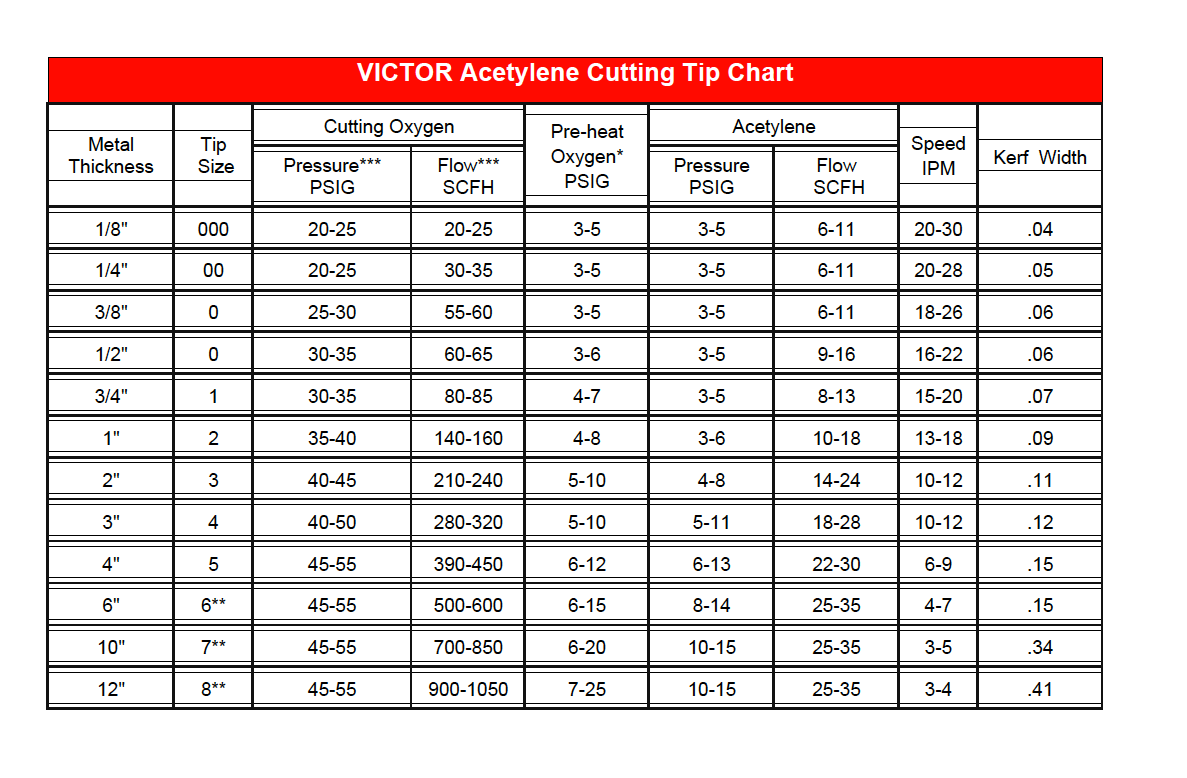
Oxy Acetylene Cutting Tip Size Chart - For a metal thickness over 7’ use 164 styles. Hand or machine cutting, general purpose cutting straight bore for material up to 6” 144 styles. Torches with flashback arrestors require up to 25% more pressure as tip size increases (15 psi maximum acetylene pressure). Medium preheat 22 degree v splines for max heat transfer fast piercing/starting 2 piece. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. Hand and machine torch cutting. The cylinders contain a porous filler material which is wetted with acetone that allows the acetylene to safely be contained in the cylinder at 250 psig. Precise cnc controlled drilling process ensures consistency in performance and quality. Exclusive “optimized” nozzles with a large choice of types and sizes, plus uniformity of tip orifice and size for all series. The tip size is determined by the orifice for cutting oxygen gas. The tip size is determined by the orifice for cutting oxygen gas. Web acetylene tips are manufactured with four or six preheat holes and are produced to allow light, medium, and heavy preheats for use with clean, dirty, or rusted plate. Always use an acetylene cylinder in the up right position so you don't draw any of the acetone out. For additonal information refer to www.harrisproductsgroup.com. ** to provide required flow, use 3/8 i.d. For a metal thickness over 7’ use 164 styles. Web determine the metal thickness you want to cut. Web they range in size from 10 to almost 400 cuft capacity. Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. Use energy “stored” in the supply cylinder. You must know the manufacturer or model of your torch and/or the part number of the cutting. Tip sizes are often labeled differently depending on the manufacturer, as companies have no industry standards to. Web cutting, welding/brazing and heating tip flow and pressure data. Web acetylene tips are manufactured with four or six preheat holes and are produced to allow light, medium, and heavy preheats for use with clean, dirty, or rusted plate. Acts as a safety device for the operator & cylinder. The tip size is determined by the orifice for cutting oxygen. Data compiled using mild steel as test material. Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. Set supply pressure for cutting oxygen pressure at supply regulator to approximately 90 psi adjust cutting oxygen pressure on hi/low preheat manifold regulator to the value shown in the chart above. Type 554. With a two hose cutting torch, preheat pressure is. Compare (up to 4 products) style code : Acts as a safety device for the operator & cylinder. The tip size is determined by the orifice for cutting oxygen gas. For a metal thickness over 7’ use 164 styles. The tip size is determined by the orifice for cutting oxygen gas. Web acetylene tips are manufactured with four or six preheat holes and are produced to allow light, medium, and heavy preheats for use with clean, dirty, or rusted plate. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. Exclusive. Select the tip size rated to cut that thickness or beyond. Web acetylene tips are manufactured with four or six preheat holes and are produced to allow light, medium, and heavy preheats for use with clean, dirty, or rusted plate. Victor offers a complete range of nozzles, tips and elbows with a size for every application including: In order to. * applicable for three hose machine torch only. Precise cnc controlled drilling process ensures consistency in performance and quality. With a two hose cutting torch, preheat pressure is. Tip sizes are often labeled differently depending on the manufacturer, as companies have no industry standards to follow. Compare (up to 4 products) style code : With a two hose cutting torch, preheat pressure is. Web acetylene tips are manufactured with four or six preheat holes and are produced to allow light, medium, and heavy preheats for use with clean, dirty, or rusted plate. Welding, brazing, heating, descaling, hard facing, flame priming, etc. ** to provide required flow, use 3/8 i.d. Hose for size 4 and. Hose for size 4 and larger. For additonal information refer to www.harrisproductsgroup.com. A safe flow and mixture of oxygen and gas will make all of the difference in your cutting torch safety, speed, and effectiveness. You must know the manufacturer or model of your torch and/or the part number of the cutting. Acts as a safety device for the operator & cylinder. The cylinders contain a porous filler material which is wetted with acetone that allows the acetylene to safely be contained in the cylinder at 250 psig. * applicable for three hose machine torch only. Hand or machine cutting, general purpose cutting straight bore for material up to 6” 144 styles. Always use an acetylene cylinder in the up right position so you don't draw any of the acetone out of the tank. *minimum of one 350 cu. Set supply pressure for cutting oxygen pressure at supply regulator to approximately 90 psi adjust cutting oxygen pressure on hi/low preheat manifold regulator to the value shown in the chart above. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. With a two hose cutting torch, preheat pressure is. Break down unusable high pressure to a usable lower pressure. Welding, brazing, heating, descaling, hard facing, flame priming, etc. Web determine the metal thickness you want to cut.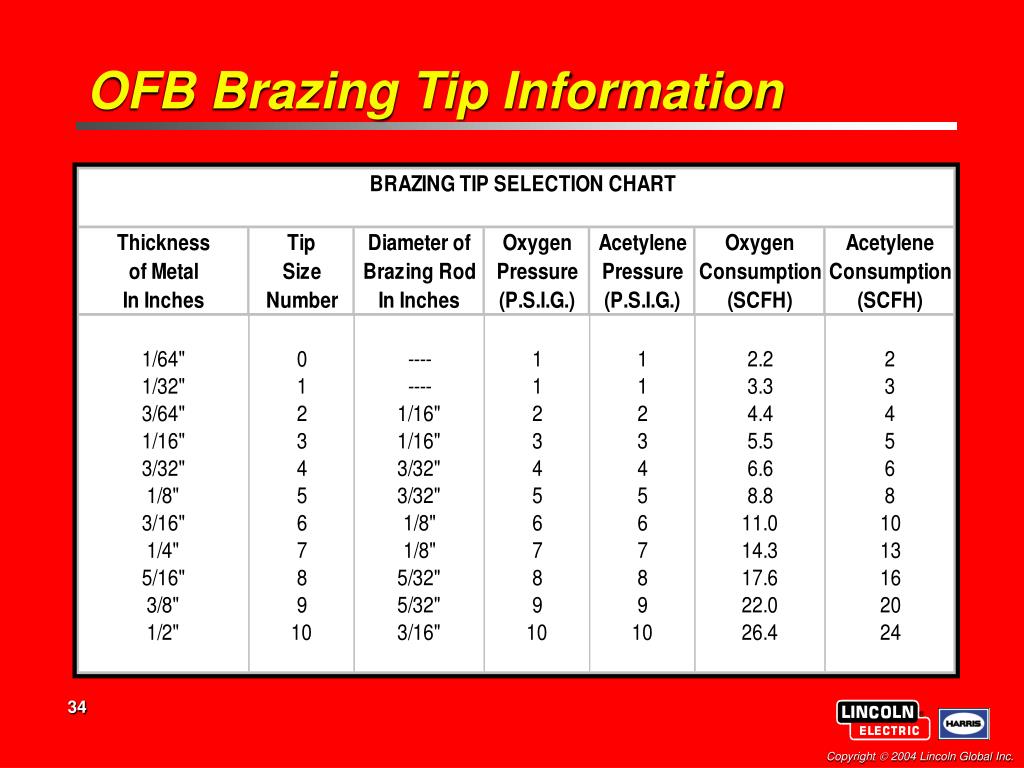
Oxy Acetylene Tip Chart
Oxy Acetylene Torch Tip Chart

Oxy Acetylene Victor Welding Tip Chart

SÜA Oxy/Acetylene Cutting Tips Replacement for 6290 Select Qtty and

OxyAcetylene Welding Tips Model WJ Compatible with "J" Series Victor
Doclib 8051 DocLib 4680 Victor Acetylene Cutting Tip Chart
Selecting the Right Cutting Tip RonSon's Torch Repairs & Sales Ltd.

Oxy Acetylene Cutting Tip Size Chart
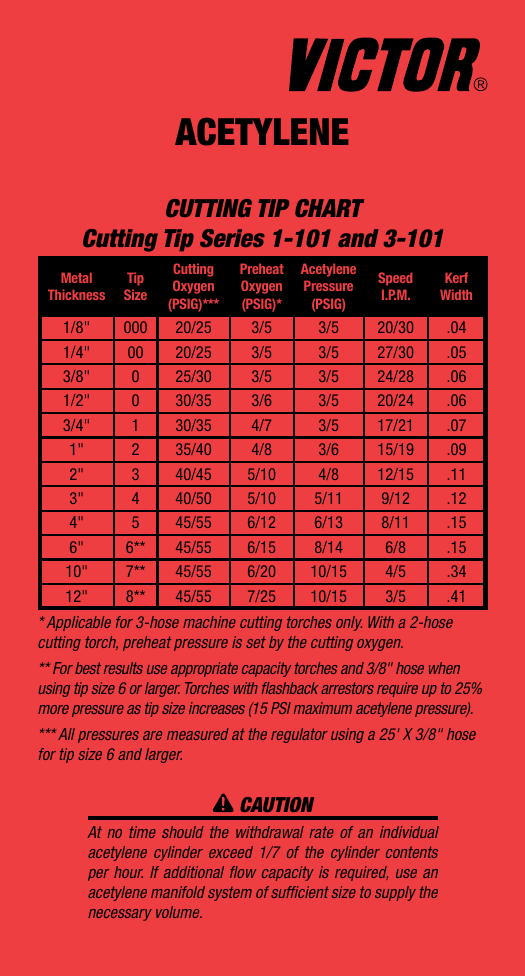
acetylene Victor Technologies

Oxy Fuel Tip Seat Guide American Torch Tip
Precise Cnc Controlled Drilling Process Ensures Consistency In Performance And Quality.
Web Acetylene Tips Are Manufactured With Four Or Six Preheat Holes And Are Produced To Allow Light, Medium, And Heavy Preheats For Use With Clean, Dirty, Or Rusted Plate.
Web Choosing The Correct Cutting Tip For The Job Is Critical To Performance And Safety.
Use Energy “Stored” In The Supply Cylinder.
Related Post:
